

歡迎來到沖壓品質缺陷系列文章的第二篇!在上一篇中,我們介紹了沖壓件切斷面的四大組成區域,並確立了理想斷面的標準。現在,我們要深入探討最常導致組裝和安全問題的邊緣缺陷——毛邊 (Burrs)。
常見品質問題一:毛邊(Burrs)
問題描述
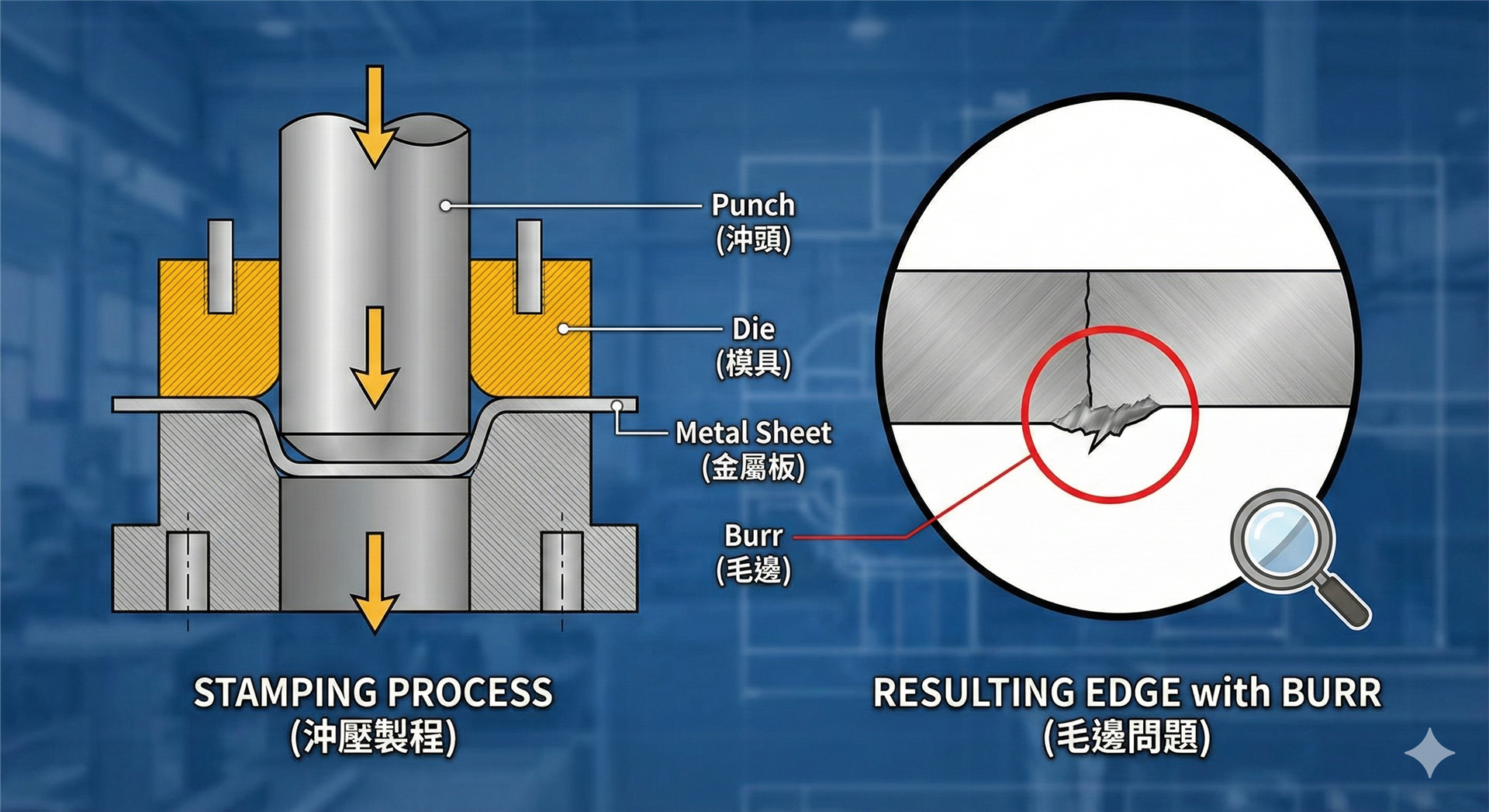
毛邊是在沖壓件邊緣出現的銳利或不平整的突起物。它是剪切作用的自然現象,但過大的毛邊不僅會影響零件的組裝精度,還可能因其銳利邊緣帶來安全隱患,甚至干擾電子訊號的傳導。
主要成因:兩大核心殺手
在我的經驗中,超過八成的毛邊問題最終都追溯到「模具間隙不當」或「刃口磨損」,這是新人最應該優先檢查的兩個地方。
模具間隙不當
- 間隙過大: 這是最常見的原因。沖頭與母模之間的間隙若過大,材料無法被有效剪斷,而是被「撕裂」,從而產生較大的毛邊。
- 間隙過小: 反之,間隙過小則可能在斷裂面下方出現「二次剪斷面」和更細微的鬚狀毛邊。
模具刃口磨損
- 模具經過長時間使用後,刃口會變得鈍化。如同用鈍刀切菜一樣,無法俐落地切斷材料,導致毛邊增多、斷裂面粗糙。
潤滑與參數不當
- 沖壓油潤滑不足會加劇模具與材料的摩擦,使模具磨損更快。
- 不匹配的沖壓速度與壓力也會影響剪切效果,進而加劇毛邊的產生。
解決方案:從設計到後製程
| 成因分析 | 對應解決方案 |
|---|---|
| 模具間隙不當 | 根據材料特性與厚度調整沖裁間隙。檢驗標準:理想的剪斷面應佔板厚的 \(\frac{1}{2}\) 至 \(\frac{1}{3}\)。 |
| 模具刃口磨損 | 定期檢查模具刃口的鋒利度,並及時進行修磨或更換。 |
| 潤滑與參數不當 | 選擇合適的沖壓油並確保充分潤滑,同時根據材料調整沖壓力與速度。 |
| 產品精度要求極高 | 若客戶產品對毛邊有不可接受的要求,可採用後製程處理,如滾筒去毛刺或研磨拋光。 |
下集預告
解決了邊緣的毛邊問題後,我們來看看零件本體可能出現的另一種致命傷——裂紋 (Cracks),以及影響尺寸精度的回彈 (Springback)。
敬請期待第三篇:結構強度與尺寸的隱形威脅:裂紋(Cracks)與回彈(Springback)的防治!



